赵 阳
(安阳化学工业集团有限责任公司,河南 安阳 455133)
安阳化学工业集团有限责任公司(简称安化公司)第二套合成氨装置(配套尿素装置)采用煤制气生产合成氨,气化系统所产半水煤气成分比较复杂,其中的H2S、COS等会对运转设备、压力容器、阀门、管道等造成腐蚀,其中的CO、CO2以及硫化物会造成氨合成催化剂深度中毒失活,影响氨合成系统的负荷,而合成氨装置净化系统的作用就是把氨合成反应不需要的有害组分予以脱除。安化公司第二套合成氨装置变换系统采用中串低工艺[中温变换炉(简称中变炉)出口气CO含量<4%、低温变换炉(简称低变炉)出口气CO含量<0.5%],变换气脱硫后再经热钾碱液脱碳、氧化锌精脱硫、甲烷化后送氨合成系统;
2010年安化公司对第二套合成氨装置进行技改,采用变压吸附两段脱碳工艺替代热钾碱液脱碳工艺、低压醇烃化工艺替代甲烷化工艺,由于低压醇烃化系统需要一定量的CO副产甲醇,因此变换系统工艺指标相应作了调整——控制中变炉出口气CO含量<8%、低变炉出口气CO含量<1%。变换系统工艺指标调整后,低变炉的负荷明显加重,低变催化剂的使用寿命受到一定的影响,近几年出现了低变催化剂快速失活的情况。针对这一异常情况,在原因分析的基础上,安化公司采取了一系列有针对性的优化调整措施,避免了低变催化剂的快速失活,延长了低变催化剂的使用寿命。以下对有关情况作一介绍。
中变炉出口气经换热器降温后从低变炉顶部进入,低变炉入口变换气温度为180~210 ℃,在低变炉上段(一段)经除氧抗毒剂层后在低变催化剂的作用下继续进行CO变换反应,控制反应后的变换气温度<250 ℃,低变炉一段变换气通过段间冷却器与低变炉入口来的冷激气混合降温后去往低变炉下段(二段)继续进行变换反应,出低变炉的变换气进入热水塔,在热水塔内经循环热水降温后送往后工序。
安化公司第二套合成氨装置低变炉属三类容器,规格为φ3 200 mm×15 066 mm×32 mm,容积95 m3,材质为16MnR;
低变炉内装填耐硫低变催化剂,其有效成分主要是氧化钴和氧化钼,氧化态催化剂使用前需先进行硫化,硫化后的催化剂才具有活性;
耐硫低变催化剂层分为上、下两段,一段催化剂装填高度为2.9 m、二段催化剂装填高度为2.9 m,催化剂装填总量为50 m3;
低变炉设计压力2.3 MPa、操作压力2.18 MPa,设计温度250 ℃、操作温度<250 ℃。
实际生产中,半水煤气成分复杂,半水煤气中的O2或工艺气带水都会造成低变催化剂活性下降甚至失活;
第二套合成氨装置近几年生产过程中出现过低变催化剂快速失活的情况,低变催化剂一旦失活,就失去了对工艺气中CO含量的调节能力,对装置的安全、稳定运行造成很大的影响。
2.1 低变催化剂装填及升温还原情况
2019年3月第二套合成氨装置年度大修,大修期间对低变催化剂进行了更换,选用的是预硫化耐硫低变催化剂。2019年4月1日低变催化剂抵达生产现场,4月4日11:00 低变炉开始装填二段催化剂,当日18:10低变炉二段催化剂装填结束,共装填除氧抗毒剂1.8 t、耐硫低变催化剂14.4 t;
4月5日低变炉开始装填一段催化剂,一段共装填除氧抗毒剂1.8 t、耐硫低变催化剂14.4 t。
2019年4月5日新的低变催化剂装填完成后,开始氮气升温,因本次更换的低变催化剂为预硫化耐硫催化剂,在氮气升温过程中存在放硫现象,为避免通煤气过程中放硫造成变脱塔出口气H2S含量超标,计划在氮气升温过程中补一定量的氢气(此氢气来自安化公司乙二醇分公司的氢气压缩机出口),进行充分放硫。4月6日19:45分析配氢管线,O2未检出,当日20:19氮气风机改大循环,20:45 投电炉,低变炉催化剂床层开始升温。4月7日06:45,低变炉出口气H2S含量33.21 mg/m3、H2含量94.91%,风机出口气H2S含量23.76 mg/m3、H2含量94.63%;
4月7日11:10,低变炉配H2,19:10接蒸汽暖管。4月8日11:05切出H2,12:44停蒸汽,氮气风机改小循环。4月9日11:45 低变催化剂升温还原结束,本次低变催化剂升温还原共用时64 h。4月9日12:48停电炉。因变换系统第一水加热器泄漏,2019年4月15日系统泄压。2019年4月18日07:00中压蒸汽提温暖管,当日10:50净化系统接气饱和塔后放空,变换系统开车。
2.2 低变系统主要运行数据的变化
2.2.1 低变催化剂床层温度的变化
自2019年4月18日变换系统重启以来,在低变炉一段入口气温度不变的情况下,低变炉一段催化剂床层热点温度呈阶梯状下降,至2019年7月25日,低变炉一段催化剂床层热点温度从238 ℃降至212 ℃,为保证变换系统的稳定运行,不得不逐步提高一段入口气温度。随机抽取运行期间低变炉各温度点数据(日均值),具体见表1。
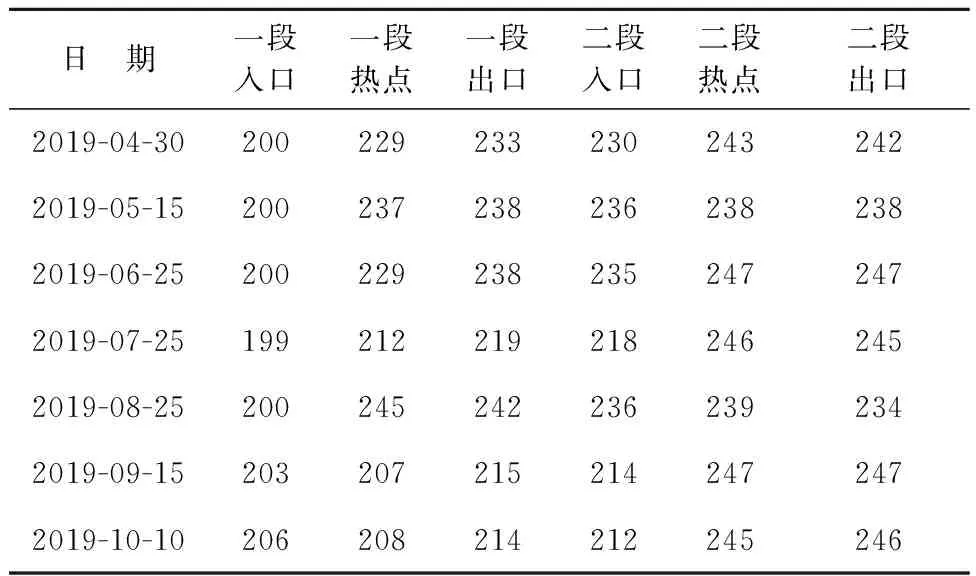
表1 运行期间低变炉各温度点数据 ℃
低变炉进气量正常情况下为62 000~68 000 m3/h,低变炉内气体空速为1 240~1 360 h-1,符合低变催化剂正常使用条件。在合成氨装置三机低负荷生产期间(2019年8月23—28日),进低变炉的气量只有35 000~38 000 m3/h,低变炉内气体空速为700~760 h-1,低变炉一段催化剂床层热点温度最高能够回升到245 ℃,由此可见在低空速下低变催化剂还是有活性的;
但在2019年9月5日合成氨装置加至六机满负荷运行后,低变炉一段催化剂床层热点温度只有209 ℃,表明低变催化剂的活性不能满足系统满负荷生产所需。
分析认为,耐硫低变催化剂在技术性能上存在不足,其操作弹性不能满足50%~120%负荷范围的变化,高负荷下一段耐硫低变催化剂的活性衰减速率加快。
2.2.2 低变炉出口气CO含量的变化
正常生产情况下,低变炉入口气CO含量为6%~8%,生产期间低变炉入口气CO含量在正常指标范围内,但低变炉出口气CO含量却呈逐步上涨的趋势——从0.9%逐步涨至1.7%,由此导致低变炉CO变换率呈现下降趋势。随机抽取运行期间低变炉进/出口气CO含量及CO变换率数据(日均值),具体见表2。
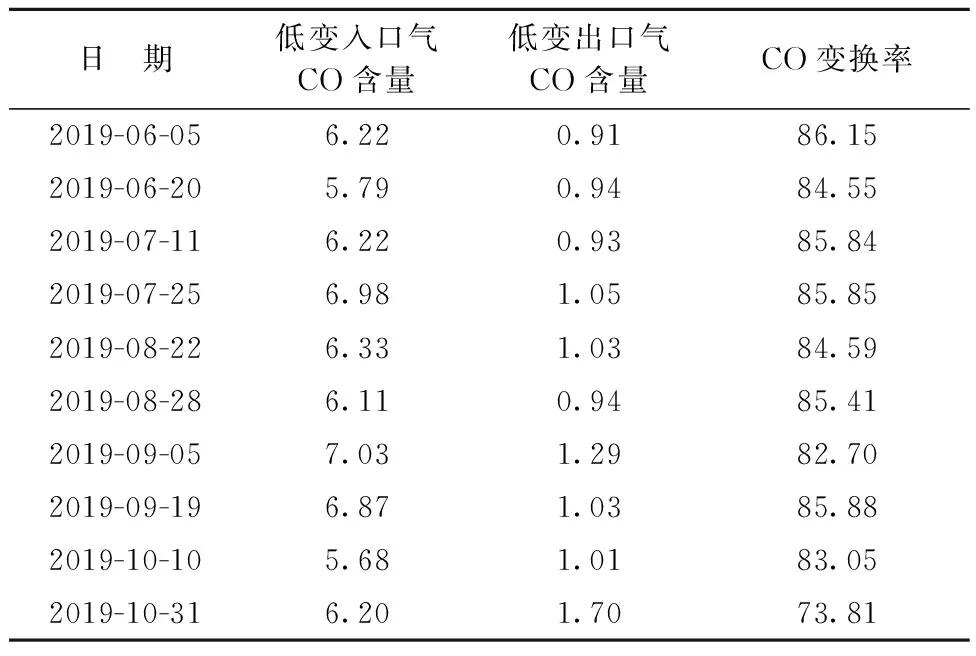
表2 低变炉进/出口气CO含量及变换率 %
技术协议要求低变炉出口气CO含量≤0.75%、CO变换率≥90%;
而实际情况是,在六机满负荷工况下(2019年9月5日以后),低变炉进气量为62 000~68 000 m3/h,低变炉出口气CO含量最高达1.7%、低变炉CO变换率最低降至73.81%,远未达到技术协议的要求。
分析认为,低变炉出口气CO含量及CO变换率达不到技术协议要求,除了因联醇工艺操作指标要求导致入低变炉汽气比(水气比)不高对变换平衡推动力产生了影响外,更主要的原因还在于满负荷工况下一段低变催化剂出现活性衰减现象,从而导致低变炉出口气中CO含量升高及CO变换率下降。
2.2.3 低变炉入口气Cl-含量的变化
以前使用低变催化剂的过程中,未出现过使用2个月后低变催化剂床层热点温度下降的情况,因此以前从未对低变炉入口气的Cl-含量进行过分析检测。2019年4月低变炉更换为预硫化催化剂后,在低变催化剂床层温升出现异常后,催化剂厂家技术人员到现场进行原因分析时,提出对低变炉入口气中的Cl-含量持续进行一段时间的监测分析,有关情况具体如下。
2019年7月25日,低变炉入口气Cl-含量为4.220 mg/m3;
2019年7月27日,入变换系统煤气Cl-含量为36.43 mg/m3、半脱系统入口气Cl-含量为45.64 mg/m3、一循循环水中Cl-含量为2 247 mg/L,低变炉入口气Cl-含量为2.765 mg/m3;
2019年7月31日,低变炉入口气Cl-含量为7.049 mg/m3;
2019年 8月1日,低变炉入口气Cl-含量为4.044 mg/m3。对此,催化剂厂家技术人员提到山西晋丰煤化工有限责任公司气化系统使用的原料煤煤种变化时出现过低变催化剂床层温度变化且发现是低变炉入口气Cl-含量高所致。
于是,对第二套合成氨装置气化炉使用的原料煤煤种情况进行统计:2019年4月变换系统开车至2019年8月上旬,气化系统使用的煤种主要为焦作大块煤,2019年8月5日以后变换系统供气由7#~12#炉改为了21#~36#炉;
2019年9月13日中班气化系统28#~30#炉改烧焦作中块煤,9月17日12:00气化系统31#~36#炉改烧焦作大块煤(占总用煤量的38%),9月27日白班25#~36#炉改烧焦作大块煤;
2019年10月3日08:00气化系统31#~36#炉改烧焦作2#洗中块煤,10月10日13:20气化系统31#~36#炉改烧焦作大块煤,10月17日11:00气化系统31#~36#炉改烧焦作2#洗中块煤,10月24日08:15气化系统21#~24#炉改烧焦作小块煤。从统计使用的各煤种比例及中变炉温度变化情况来看,低变催化剂床层温升异常主要出现在使用赵固二矿特优煤或优质中块煤(焦作大块煤)时。
分析认为,低变炉入口气中含有一定量的Cl-,且Cl-含量有波动,因无低变炉入口气Cl-含量的历史数据,缺乏对比性,但据文献介绍,Cl-是会致变换催化剂中毒的物质之一,Cl-对变换催化剂的活性有一定影响。
2.2.4 低变炉阻力的变化
本炉低变催化剂更换后,2019年4月变换系统开车,至当年9月份,低变炉阻力一直保持在0.02~0.03 MPa,但从10月份开始,低变炉阻力逐步上涨至0.04~0.07 MPa。将2019年4月新低变催化剂投运后低变炉阻力变化与上一炉(2016年)更换低变催化剂后低变炉阻力变化情况进行对比,本炉低变催化剂投运时长仅为上炉低变催化剂使用寿命的1/6时低变炉阻力已达0.07 MPa。
正常情况下,低变催化剂使用寿命末期才会出现低变炉阻力上涨的情况,而本炉催化剂运行至2019年10月就出现了低变炉阻力明显上涨,可以判断为异常上涨。分析认为,低变炉阻力上涨的原因应该是催化剂粉化或结块,而催化剂粉化或结块可能是变换气中夹带液态水所致,2019年4月对第一水加热器换热管进行过堵漏处理,设备存在缺陷,初步判断是第一水加热器内漏导致低变催化剂结块继而造成低变炉阻力上涨。
2.3 系统停车对设备及催化剂的检查确认
2019年11月2日因氨合成系统方面的问题,第二套合成氨装置停车检修,组织低变系统专题研讨会,经讨论决定将低变炉一段催化剂更换为华烁科技股份有限公司生产的预硫化催化剂,更换之前对低变催化剂及低变系统相关设备进行检查,具体情况如下。
2.3.1 低变催化剂检查情况
打开低变催化剂一段、二段人孔,宏观检查未发现气体偏流迹象;
二段上部表面催化剂取样检查,外观正常;
对一段低变催化剂进行更换时,卸出过程中发现其中上部结块严重。
2.3.2 第一水加热器检查情况
早在2019年4月大修期间对第一水加热器进行试漏检查时,发现不少列管泄漏,堵管65根,第一水加热器换热效果下降,当时计划2020年实施设备更新;
但在2019年11月第二套合成氨装置停车检修时,发现第一水加热器内1根换热管泄漏严重,还有31根列管出现了裂纹,如果再进行堵漏处理,第一水加热器的换热效果会进一步下降,将会明显影响系统的正常操作运行,于是对第一水加热器进行了更新。
2.3.3 中温换热器检查情况
对中温换热器进行查漏,发现2根换热管泄漏,作了堵管处理;
中温换热器人孔处发现有明显腐蚀沟槽,这一问题在2019年4月大修期间打开检查时并未发现,此次对发现的裂纹进行了打磨补焊处理。
2.3.4 其他设备和管线检查情况
饱和塔热水出口管线漏点打磨时发现有裂纹和腐蚀减薄情况,打磨完后进行了补焊处理;
饱和塔出口管线弯头焊缝漏点打磨时发现有腐蚀减薄,打磨完后进行了补焊处理;
饱和塔人孔周围发现有腐蚀沟槽;
中变大阀前导淋管线有减薄情况,进行了弯头、管线更换;
低变炉入口导淋管发现有漏点,进行了更换。
综合分析本炉低变催化剂投运以来低变系统运行数据以及2019年11月系统停车检修情况,认为耐硫低变催化剂快速失活的原因如下。
3.1 低变炉入口气含有Cl-
同类煤化工装置低变系统也出现过与安化公司同样的问题,其原因是部分煤矿企业使用加固剂,造成原料煤中含有一定量的Cl-,低变炉入口气中Cl-的存在造成了低变催化剂活性快速衰减。安化公司第二套合成氨装置停车检修情况也证实设备腐蚀问题较为突出,印证了这一原因。
3.2 部分设备存在内漏
(1)第一水加热器内漏造成少量水入炉,低变催化剂结块是造成低变催化剂活性快速衰减的原因之一。从低变炉阻力变化情况来看,阻力上涨是从2019年10月开始的,分析认为第一水加热器是从2019年10月开始出现内漏的。
3.3 低变催化剂部分技术指标达不到要求
从低变催化剂质量验收单来看,低变催化剂成分含量满足质量要求,无明确证据表明低变催化剂自身存在质量问题,但从实际使用情况来看,低变催化剂部分技术指标达不到要求,主要体现在如下三个方面。
(1)从不同负荷下低变催化剂床层的温升情况来看,催化剂的技术性能方面存在不足,操作弹性不能满足50%~120%负荷范围的要求,高负荷工况下低变催化剂活性衰减较快。
(2)低变炉出口气CO含量及CO变换率达不到技术要求,除了因联醇工艺操作指标要求导致入低变炉汽气比不高对变换平衡推动力产生影响外,更主要的原因还在于满负荷下低变催化剂出现了活性衰减现象。
(3)2019年11月第二套合成氨装置停车检修期间发现中温换热器存在内漏,半水煤气中的O2进入低变炉可能对催化剂活性造成影响,低变催化剂上部装填有1.8 t的除氧抗毒剂,但从低变系统的运行数据来看,低变催化剂上部装填的除氧抗毒剂无温升,未起到对催化剂的保护作用,是造成低变催化剂快速失活的主要原因之一。
4.1 从源头上控制系统中的Cl-含量
(1)由于气化系统使用的块煤在开采过程中加入的加固剂含有Cl-,煤燃烧后会使半水煤气中Cl-含量升高,于是采取了如下源头控制措施:一是与煤矿沟通加大洗煤力度,在装车前专人挑拣加固剂;
二是工艺人员在煤场巡检时人工捡出加固剂,防止加固剂随块煤进入气化炉中。
(2)气化循环水系统停止添加聚合氯化铝固体絮凝剂,防止Cl-随循环水在水洗塔中与煤气接触继而被带入后系统中,同时循环水岗位加强抓泥管理以保证循环水水质。
4.2 加强工艺管理
(1)跟踪监测低变炉入口气Cl-含量及对应的各煤种掺烧比例;
每周对半脱塔入口半水煤气、入净化系统半水煤气、低变炉入口气Cl-含量进行分析,据分析数据排查出固化剂含量多的煤种,上煤时固化剂含量不同的煤种按适宜比例掺烧。
(2)提高低变炉入口气温度至210 ℃,以提高低变炉一段催化剂对Cl-的吸收容量,即通过提高低变催化剂床层温度增强低变催化剂的耐氯性能。
(3)定期对中变炉出口气和低变炉入口气中的O2含量进行分析,及时判断中温换热器是否存在内漏。
(4)操作人员定期巡检时对第一水加热器管间导淋、低变炉入口导淋、低变二段冷激线导淋以及低变联通导淋进行排放,保证导淋排放质量,防止液态水进入低变催化剂床层而造成催化剂结块。
(5)做好入工段油过滤器废油水排放工作,以防第一水加热器出现内漏将油污带入低变催化剂床层,避免高温下油污碳化造成低变催化剂活性下降。
4.3 加强设备维护管理
(1)操作人员定期置换饱和热水塔的部分热水,确保补水量≥14 t/h,控制第一水加热器热水总固含量≤500 mg/L,以减轻热水中固体物质对第一水加热器的冲刷,避免或延缓第一水加热器出现泄漏。
(2)定期向饱和热水塔热水中加入氨水,调整热水pH在7.0~8.5,避免半水煤气中的酸性气溶解入热水中造成pH降低进而腐蚀设备和管线。
(3)第二套合成氨装置停车时做好设备的试压试漏工作,以彻底消除设备漏点。
从近几年合成氨企业耐硫低变催化剂的运行情况来看,大部分低变催化剂中毒失活都是因为原料煤中加固剂含氯造成的催化剂氯中毒,且煤气中Cl-含量的增加还会加剧不锈钢设备的腐蚀,引起换热设备内漏,最终导致煤气中的液态水、油污、O2等与耐硫低变催化剂直接接触而加速其失活。因此,要延长耐硫低变催化剂的使用寿命,日常生产中一定要做好低变催化剂的使用和维护工作:一是要控制好半水煤气中的Cl-含量,主要需从精选原料煤以及控制循环冷却水、饱和热水塔热水水质方面着手;
二是从工艺管理上着手做好各导淋的定期排放,避免低变炉入口气带油带水;
三是从设备维护管理上着手,防止变换系统内的设备出现内漏。